Co to jest WPS?
WPS (Welding Procedure Specification) to instrukcja technologiczna spawania — dokument opisujący jak należy wykonać złącze spawane. Zawiera parametry procesu: metodę spawania, materiał podstawowy i dodatkowy, natężenie prądu, napięcie, prędkość spawania, temperaturę podgrzewania i inne zmienne wpływające na jakość spoiny.
WPS opracowuje się zgodnie z normą EN ISO 15609 — część 1 dotyczy spawania łukowego, część 2 spawania gazowego. Dokument ten jest wymagany w każdym systemie jakości spawalniczej opartym na normie ISO 3834.
Poniżej znajdziesz pełną listę informacji, które powinna zawierać instrukcja WPS dla spawania łukowego zgodnie z EN ISO 15609-1.
Wzór pWPS/WPS wg EN ISO 15609-1
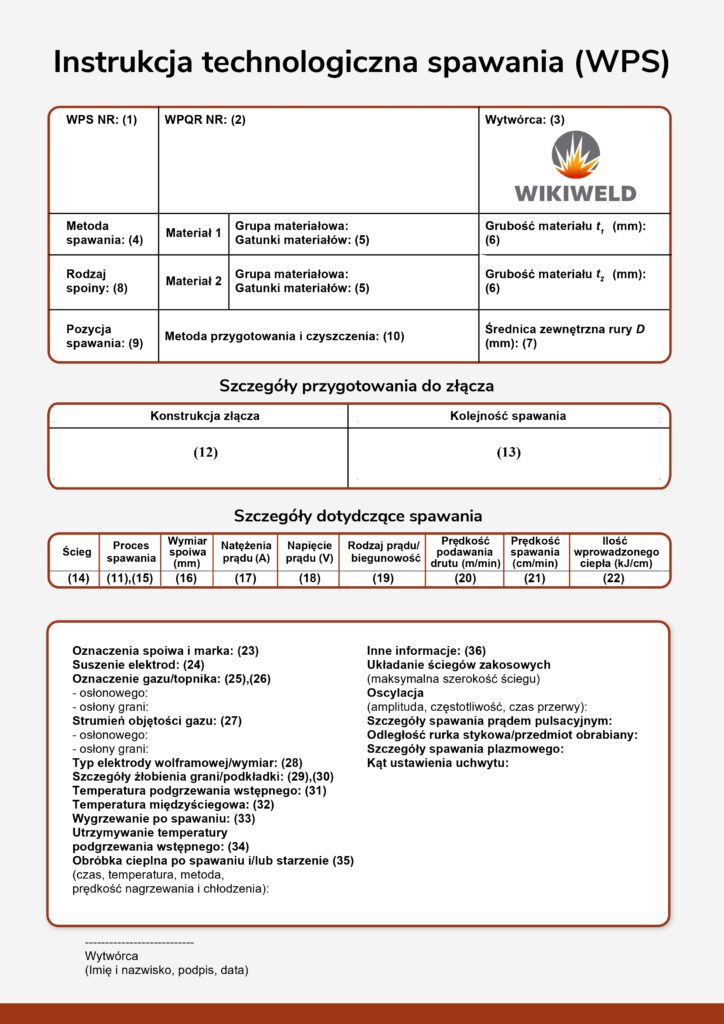
Zawartość techniczna pWPS/WPS spawanie łukowe
- WPS NR – identyfikacja dokumentu WPS lub pWPS
- WPQR NR – identyfikacja dokumentu WPQR
- Wytwórca – identyfikacja wytwórcy
- Metoda spawania – określenie metody spawania zgodnie z ISO 4063
- Oznaczenie materiału podstawowego – gatunek materiału/norma wyrobu, grupa materiałowa wg ISO/TR 15608:2017
- Grubość materiału lub zakres grubości
- Średnica zewnętrzna rury lub zakres średnic
- Rodzaj spoiny – np. spoina pachwinowa (FW) lub spoina czołowa (BW)
- Pozycja spawania – określenie pozycji spawania zgodnie z PN-EN ISO 6947
- Metoda przygotowania i czyszczenia
- Sposób przenoszenia metalu – określenie sposobu przenoszenia metalu (tylko dla spawania łukowego w osłonie gazów)
- Konstrukcja złącza – szkic przedstawiający budowę i wymiary złącza
- Kolejność spawania
- Ścieg – Warstwy spoiny według kolejności spawania
- Metoda spawania – określenie metody spawania zgodnie z ISO 4063 dla danej warstwy
- Wymiar spoiwa dla danej warstwy
- Natężenie prądu – zakres natężenia prądu dla danej warstwy
- Napięcie prądu – zakres napięcia łuku dla danej warstwy
- Rodzaj prądu / biegunowość – prąd przemienny AC lub stały DC dla danej warstwy
- Prędkość podawania drutu – zakres prędkości podawania drutu dla danej warstwy
- Prędkość spawania – zakres prędkości spawania dla danej warstwy dla danej warstwy
- Ilość wprowadzonego ciepła – zakres ilości wprowadzonego ciepła dla danej warstwy
- Oznaczenia spoiwa i marka – oznaczenie spoiwa wg normy oraz nazwa handlowa
- Suszenie elektrod – informacje nt suszenie elektrod
- Oznaczenie topnika – topnik (spawania łukiem krytym) – oznaczenie spoiwa wg normy oraz nazwa handlowa
- Oznaczenie gazu – oznaczenie gazu osłonowego oraz osłony grani zgodnie PN-EN ISO 14175:2009
- Strumień objętości gazu – zakres przepływu gazu osłonowego/osłony grani
- Typ elektrody wolframowej/wymiar – średnica i oznaczenie zgodnie z PN-EN ISO 6848:2015-10
- Szczegóły żłobienia grani – metoda, głębokość kształt
- Szczegóły podkładki – metoda, rodzaj podkładki, materiał podkładki
- Temperatura podgrzewania wstępnego – minimalna temperatura przy rozpoczęciu spawania ub minimalna temperatura przedmiotu spawanego
- Temperatura międzyściegowa – maksymalna temperatura międzyściegowa
- Wygrzewanie po spawaniu – zakres temperatur, minimalny czas wytrzymania
- Utrzymywanie temperatury podgrzewania wstępnego -minimalna temperatura w strefie spawania
- Obróbka cieplna po spawaniu i/lub starzenie – czas, temperatura, metoda, prędkość nagrzewania i chłodzenia
- Inne informacje – np. Układanie ściegów zakosowych, oscylacja, szczegóły spawania prądem pulsacyjnym, odległość rurka stykowa/przedmiot obrabiany, szczegóły spawania plazmowego, kąt ustawienia uchwytu
Czym różni się WPS od WPQR?
Czym różni się WPS od WPQR? Przeczytaj w artykule o metodach kwalifikowania technologii spawania wg ISO 15607 → https://wikiweld.pl/wpqr-spawanie-wedlug-iso-15607/
📎 Dostępne wzory WPS do pobrania:
Potrzebujesz WPS na podstawie WPQR?
Jeżeli potrzebujesz instrukcji technologicznej spawania opartej na zakwalifikowanej technologii, zamów kwalifikowanie technologii spawania — przygotujemy komplet dokumentacji od pWPS po WPQR i finalne instrukcje WPS.