W poniższym wpisie przedstawiamy zakres kwalifikowania technologii spawania według EN ISO 15614-1, odnoszący się do poszczególnych grup materiałowych zgodnie z klasyfikacją ISO/TR 15608. Zakresy te obejmują kombinacje materiałów podstawowych ze stali, niklu i stopów niklu oraz między innym parametry dotyczące grubości materiału, średnic rur oraz rodzajów spoin (FW, BW) dopuszczone podczas kwalifikowania technologii spawania. Instrukcję technologiczną spawania (WPS), na podstawie której wykonuje się próby, opracowuje się zgodnie z normą EN ISO 15609-1.
- 1. Grupy materiałowe:
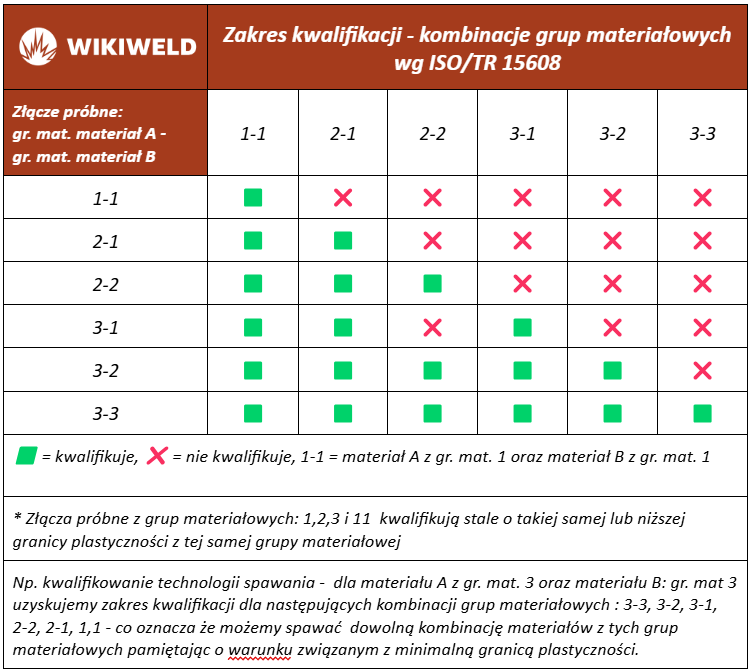
- – pierwsza, druga i trzecia grupa materiałowa stali
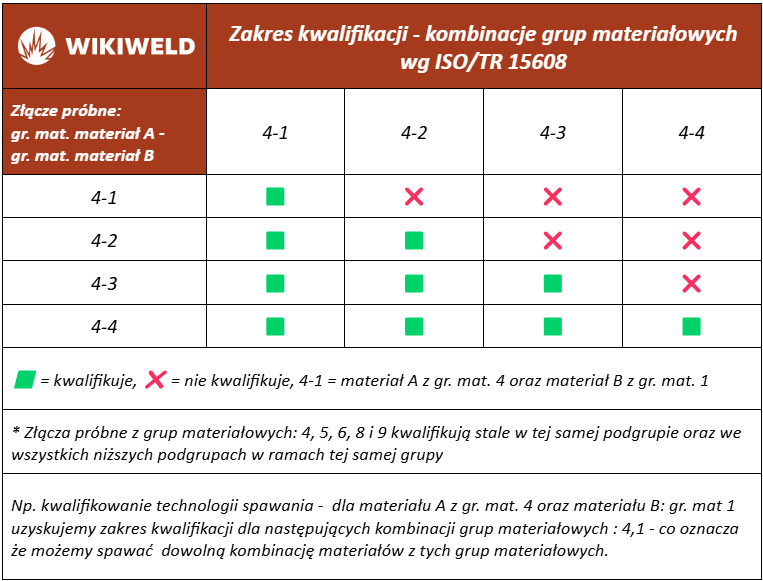
- – czwarta grupa materiałowa stali
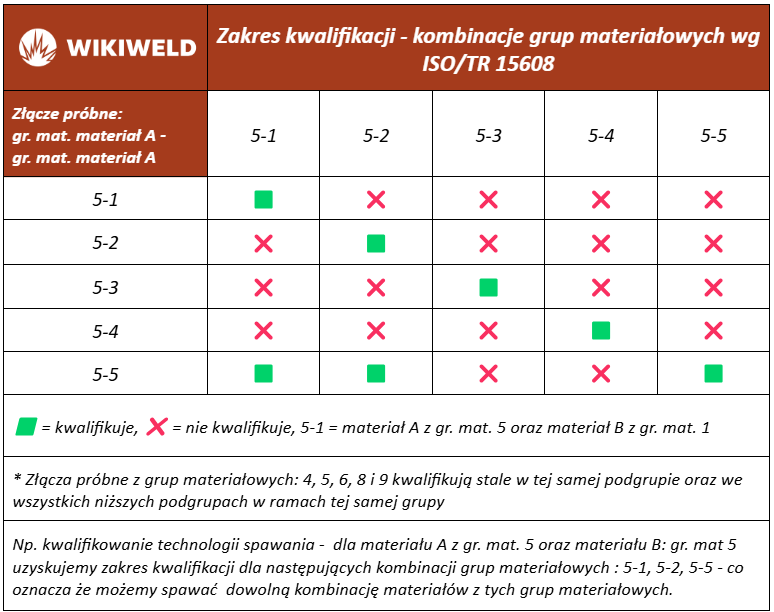
- – piąta grupa materiałowa stali
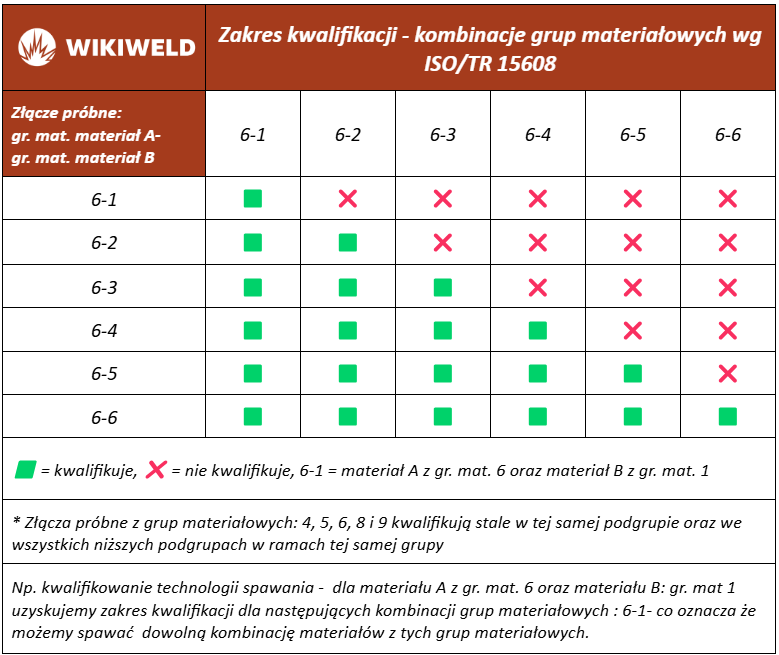
- – szósta grupa materiałowa stali
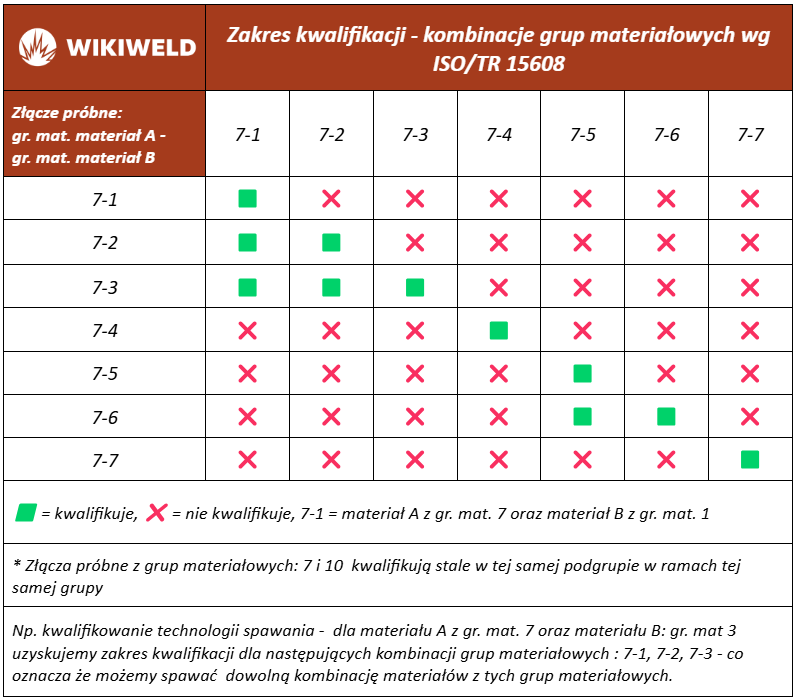
- – siódma grupa materiałowa stali
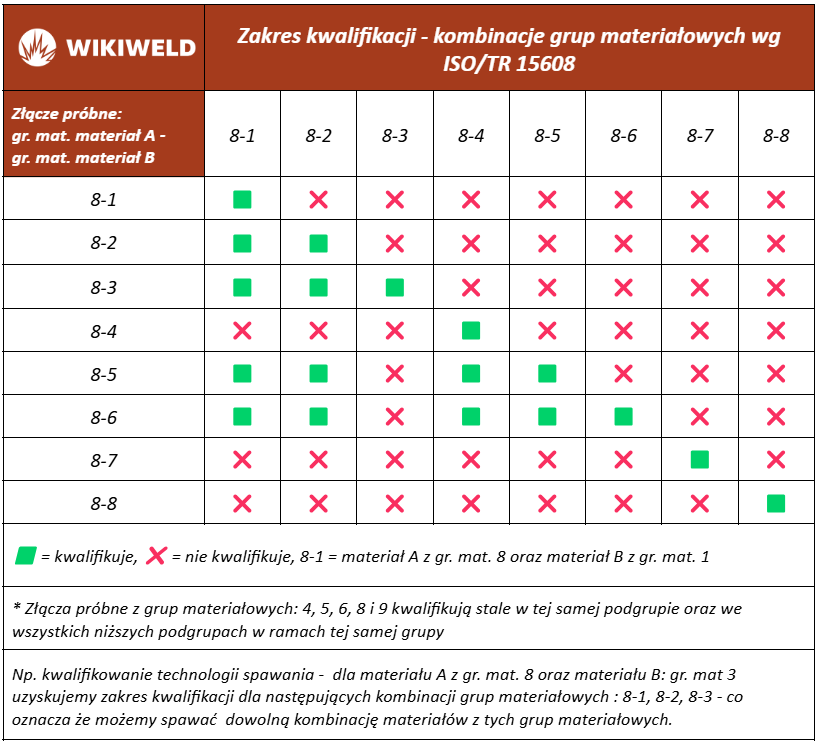
- – ósma grupa materiałowa stali
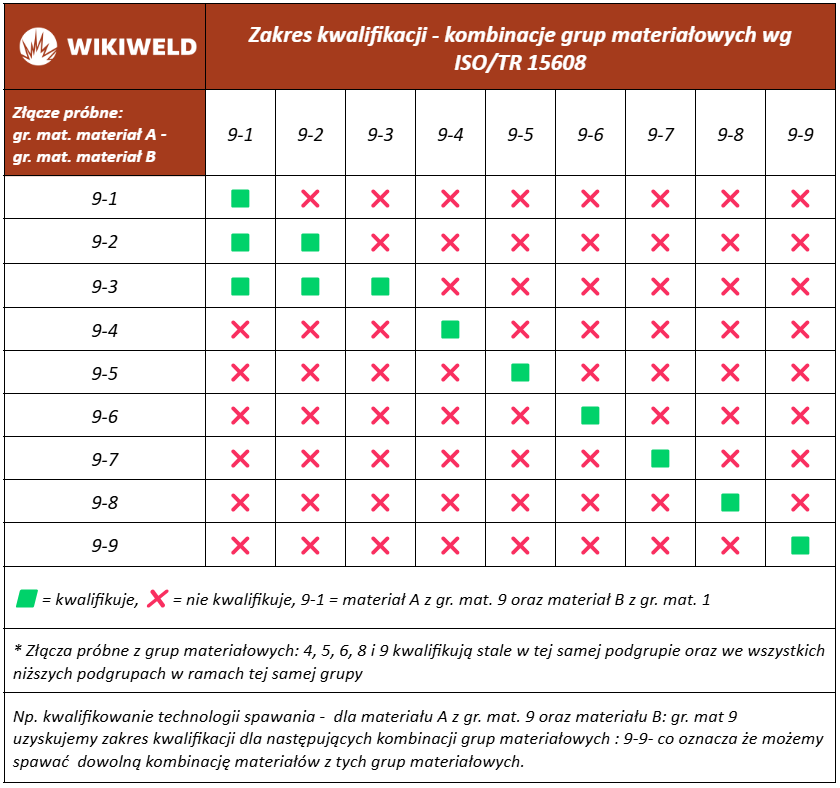
- – dziewiąta grupa materiałowa stali
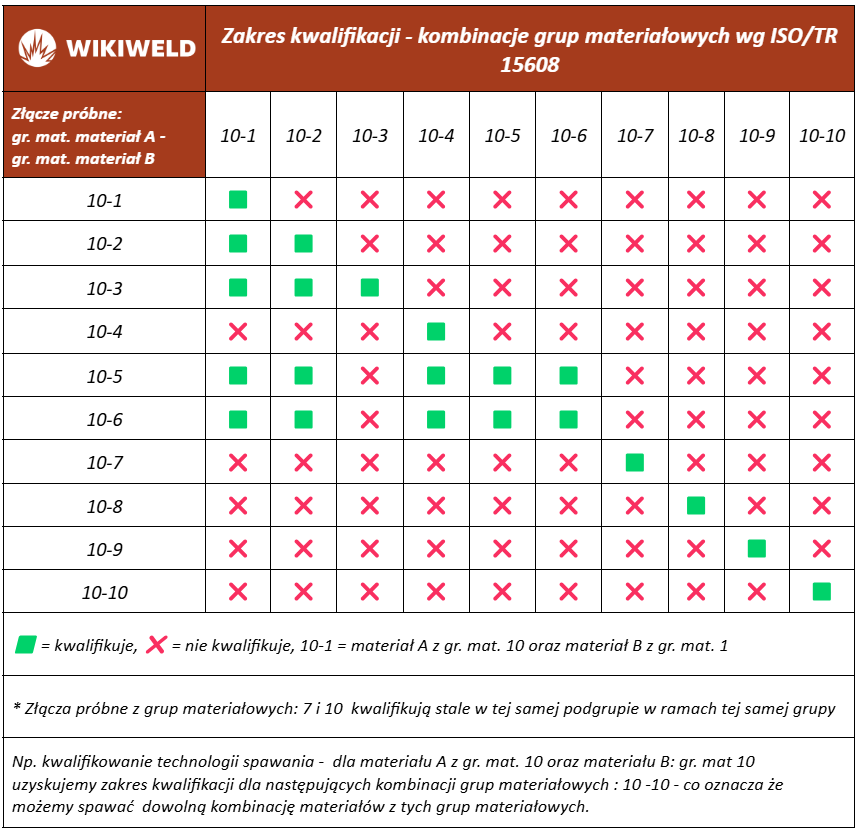
- – dziesiąta grupa materiałowa stali
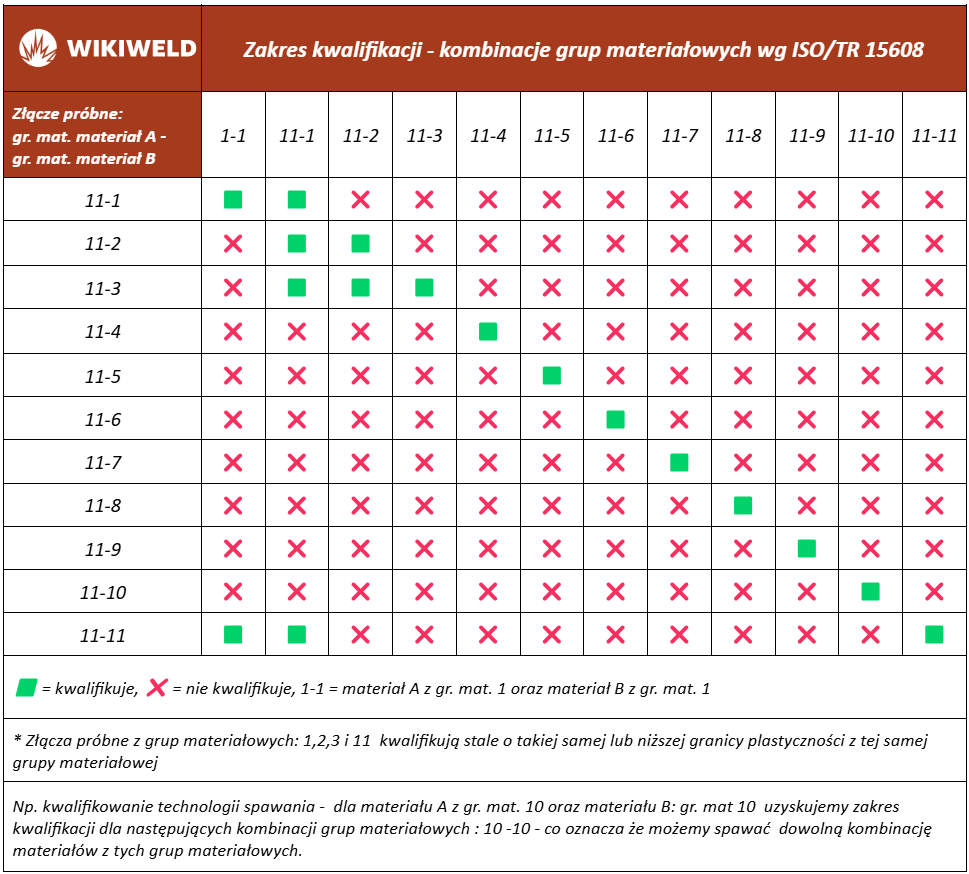
- – jedenasta grupa materiałowa stali
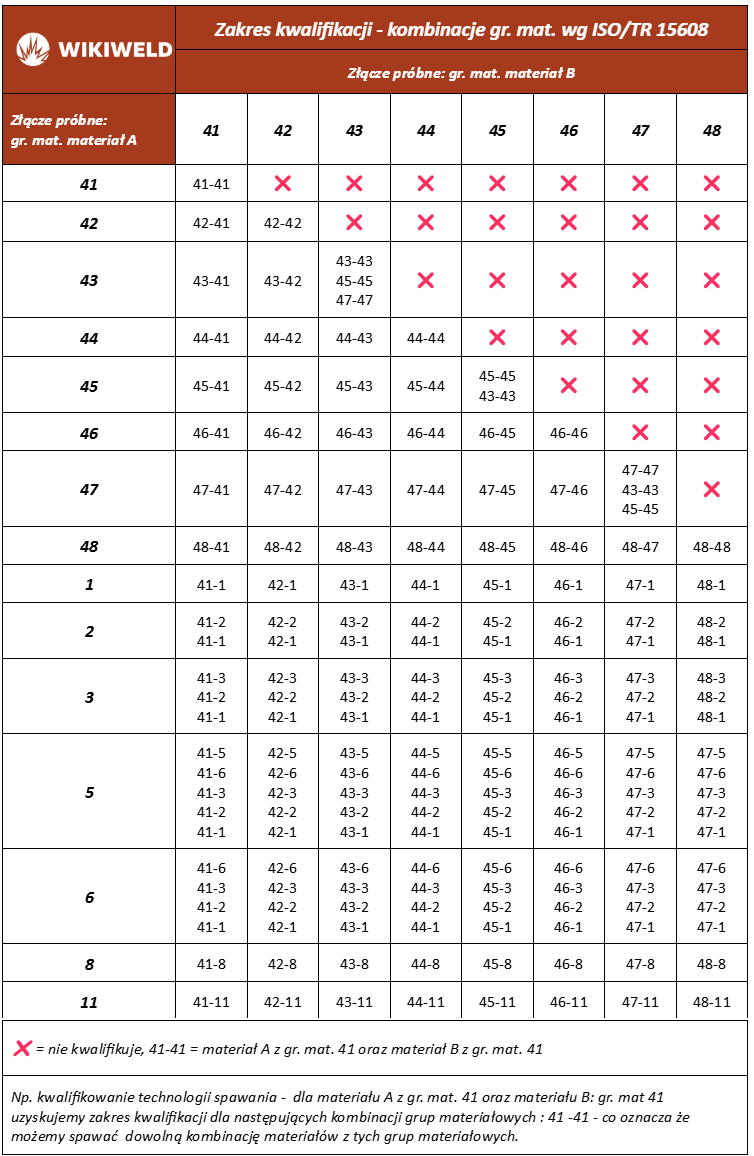
- – nikiel i jego stopy oraz połączenia mieszane
- 2. Grubości materiału – spoiny pachwinowe
- 3. Grubość materiału – spoiny czołowe
- 4. Średnica zewnętrzna rury
- 5. Rodzaj złącza – najważniejsze informacje
- 6. Zakres kwalifikowania technologii – pozostałe informacje
- Potrzebujesz WPQR?
1. Grupy materiałowe:
– pierwsza, druga i trzecia grupa materiałowa stali
– czwarta grupa materiałowa stali
– piąta grupa materiałowa stali
– szósta grupa materiałowa stali
– siódma grupa materiałowa stali
– ósma grupa materiałowa stali
– dziewiąta grupa materiałowa stali
– dziesiąta grupa materiałowa stali
– jedenasta grupa materiałowa stali
– nikiel i jego stopy oraz połączenia mieszane
2. Grubości materiału – spoiny pachwinowe
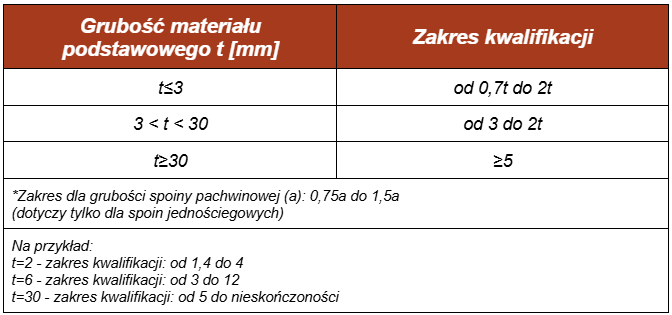
Gdy spoina pachwinowa jest kwalifikowana na podstawie złącza próbnego spoiny czołowej, przyjmuje się, że grubość spoiny pachwinowej to grubość spoiny czołowej.
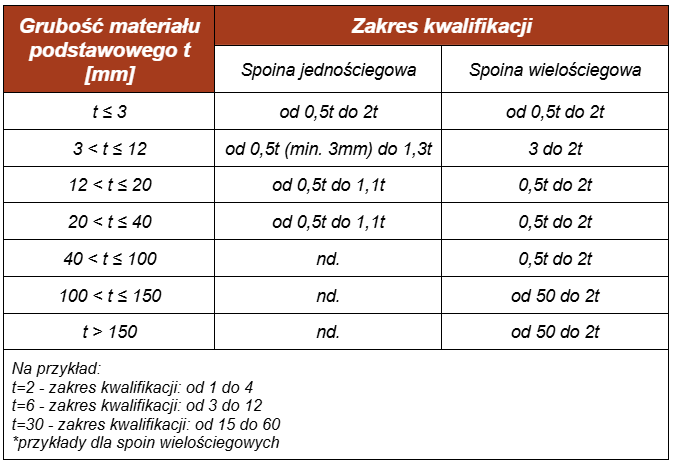
3. Grubość materiału – spoiny czołowe
4. Średnica zewnętrzna rury
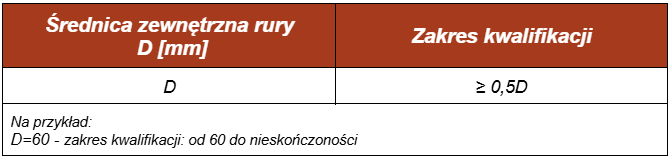
Spoiny wykonane na blachach kwalifikują również spoiny na rurach:
o średnicy zewnętrznej D >150 mm, dla pozycji spawania PA, PC, PF (spawanie z obracaniem)
o średnicy zewnętrznej D ≥ 500 mm, dla wszystkich innych pozycji spawania
5. Rodzaj złącza – najważniejsze informacje
- Spoiny czołowe (BW) kwalifikują spoiny czołowe oraz spoiny pachwinowe (FW) (jeżeli nie są przeważającym rodzajem spoiny w produkcji
- Spoiny czołowe na rurach kwalifikują również odgałęzienia rurowe o kącie ≥ 60 st.
- Złącza teowe doczołowe kwalifikują złącza teowe doczołowe oraz spoiny pachwinowe (warunek punkt nr 1)
- Spoiny jednostronne spawane bez podkładki (ss nb) kwalifikują: spoiny dwustronne (bs) oraz spawane na podkładce (ss mb)
- Spoiny pachwinowe kwalifikują tylko spoiny pachwinowe
6. Zakres kwalifikowania technologii – pozostałe informacje
- Pozycje spawania:
Spawanie w dowolnej pozycji (rura lub blacha) kwalifikuje do spawania we wszystkich pozycjach (rura lub blacha), pod warunkiem że nie określono wymagań dotyczących udarności ani twardości. W przypadku gdy wymagane są badania udarności/twardości aby uzyskać pełen zakres kwalifikacji dla pozycji spawania trzeba wykonać złącze próbne w pozycji w której ilość wprowadzonego ciepła jest największa (wykonać badanie udarności) oraz złącze w pozycji w której ilość wprowadzonego ciepła jest najmniejsza (wykonać badanie twardości).Przykład pozycji dla połączenia doczołowego blach:
największa ilość wprowadzonego ciepła: PF i PA
najmniejsza ilość wprowadzonego ciepła: PC i PE - Ilość wprowadzonego ciepła:
W przypadku gdy na badanym złączu wykonuje się próbę udarności górna granica ilości wprowadzonego ciepła zostaje powiększona o 25%, a w przypadku badań twardości dolna granica ilości wprowadzonego ciepła zostaje obniżona o 25% ty samym zakres ilości wprowadzonego ciepła zostaje powiększony o 25% w obu kierunkach.
Przedstawione powyżej informacje umożliwiają precyzyjne określenie zakresu kwalifikowania technologii spawania zgodnie z wymaganiami normy EN ISO 15614-1. Znajomość tych wytycznych zapewnia prawidłowy dobór kombinacji materiałów podstawowych oraz parametrów technologicznych, co ma znaczenie nie tylko przy realizacji standardowych połączeń, ale przede wszystkim w przypadku wymagających technicznie połączeń mieszanych. Optymalne wykorzystanie zakresów kwalifikacji pozwala skutecznie ograniczyć ich liczbę, tym samym minimalizując koszty.
Potrzebujesz WPQR?
Jeżeli potrzebujesz kwalifikowania technologii spawania wg ISO 15614-1, zamów WPQR — przygotujemy komplet dokumentacji od pWPS po zatwierdzony protokół.